What Is Drooling In Injection Molding?
Injection molding is a widely used manufacturing process, but one common issue that manufacturers often encounter is nozzle drooling. Nozzle drooling refers to the unwanted leakage or dripping of molten plastic from the nozzle of the injection molding machine. This problem can lead to defects in the molded parts, increased material waste, and reduced production efficiency. In this article, we will explore several effective methods to solve nozzle drooling in injection molding.
Nozzle Drool
At the nozzle of the barrel, molten material can flow continuously, especially during part ejection. We can notice this inside between two open mold platens. Once the continuously flowing material is in contact with the cooler mold surface, it cools and solidifies. As the mold closes on this cooled material, the mold can catch this solidified material and cause damage. We refer to this process where the material continuously flows out of the nozzle as drool. We can find drooling not only at the nozzle but also at the sprue bushing, hot tip, or at the gate.

What causes nozzle drool in injection molding?
- The presence of moisture causes a reduction in the molecular weight of the material and promotes drooling as well.
- The excessive melt temperature of the material is another cause of drool. Barrel temperatures set too high will increase the melt temperature of the material.
- Location of the nozzle heater too close to the nozzle orifice can cause drool.
- High back pressures can create drooling due to excessive working of the material, increasing the melt temperature.
- In the case of hot runner molds, high manifold, gate, or hot tip settings can cause drooling to occur away from the nozzle in the tool.
When any of these factors arise, the molten plastic might leak from the nozzle, resulting in drooling. This surplus plastic can lead to cosmetic flaws in the final product, extend cycle times, and cause material wastage.
To prevent drooling, it is crucial to determine the underlying cause and implement suitable measures.
Prevent nozzle drool in injection molding
Here are some of the ways to prevent drooling in injection molding:
- In this case, we need to dry the material according to the recommended times and temperatures to prevent drooling.
- Lowering the barrel temperatures, starting with the middle zones, will lower the material viscosity and reduce drool. Lowering the setting of the nozzle temperature will also reduce drool.
- Relocating the nozzle heater farther back on the nozzle will reduce the temperature at the tip and orifice of the screw. We have used nozzle shutoff valves as another option to prevent material from drooling between mold halves.
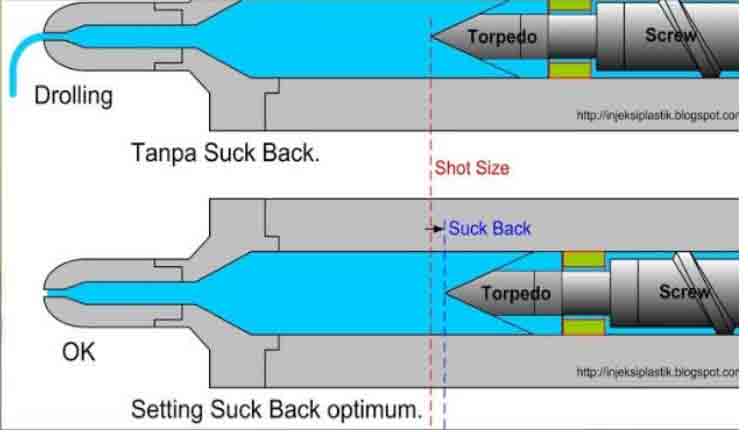
- Lowering back pressures can eliminate or reduce drool. The use of decompression or “suck back" forces the melt back into the nozzle and can be used to prevent nozzle drool.
- Lowering the temperatures in one or all of these areas will decrease the chance of drool

The benefits of preventing nozzle drool in injection molding
-
Improved part quality: Reduced drool helps maintain consistent dimensions and surface finish of the molded parts, minimizing defects and ensuring higher quality products.
-
Increased production efficiency: Less nozzle drool means less time spent cleaning up excess plastic, reducing downtime and allowing for a more seamless production process.
-
Reduced material waste: By preventing unnecessary plastic dripping, we optimize material consumption, resulting in cost savings.
-
Consistency in production: Consistent flow of the molten plastic results in more uniform parts, reducing the variation between different production batches.
-
Lower maintenance costs: Fewer issues related to nozzle drool mean less wear and tear on the injection molding machine and its components, reducing the need for frequent maintenance and repairs.
-
Enhanced productivity and output: A smooth and efficient molding process with no nozzle drool contributes to higher production rates and the ability to meet production deadlines.
-
Better overall equipment effectiveness (OEE): As the machine operates more smoothly and with fewer disruptions, the OEE improves, maximizing the utilization and performance of the injection molding equipment.
What are the consequences of Nozzle Drool in injection molding?
Nozzle drool in injection molding can lead to several negative consequences. It may result in inconsistent part quality, as the excess material can cause variations in the dimensions and appearance of the molded products. It can also lead to material waste, increasing production costs. Moreover, it might cause contamination of the mold and subsequent production runs, affecting the overall efficiency and reliability of the injection molding process.